
خطأ في تنسيق البريد الإلكتروني
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


أخبار
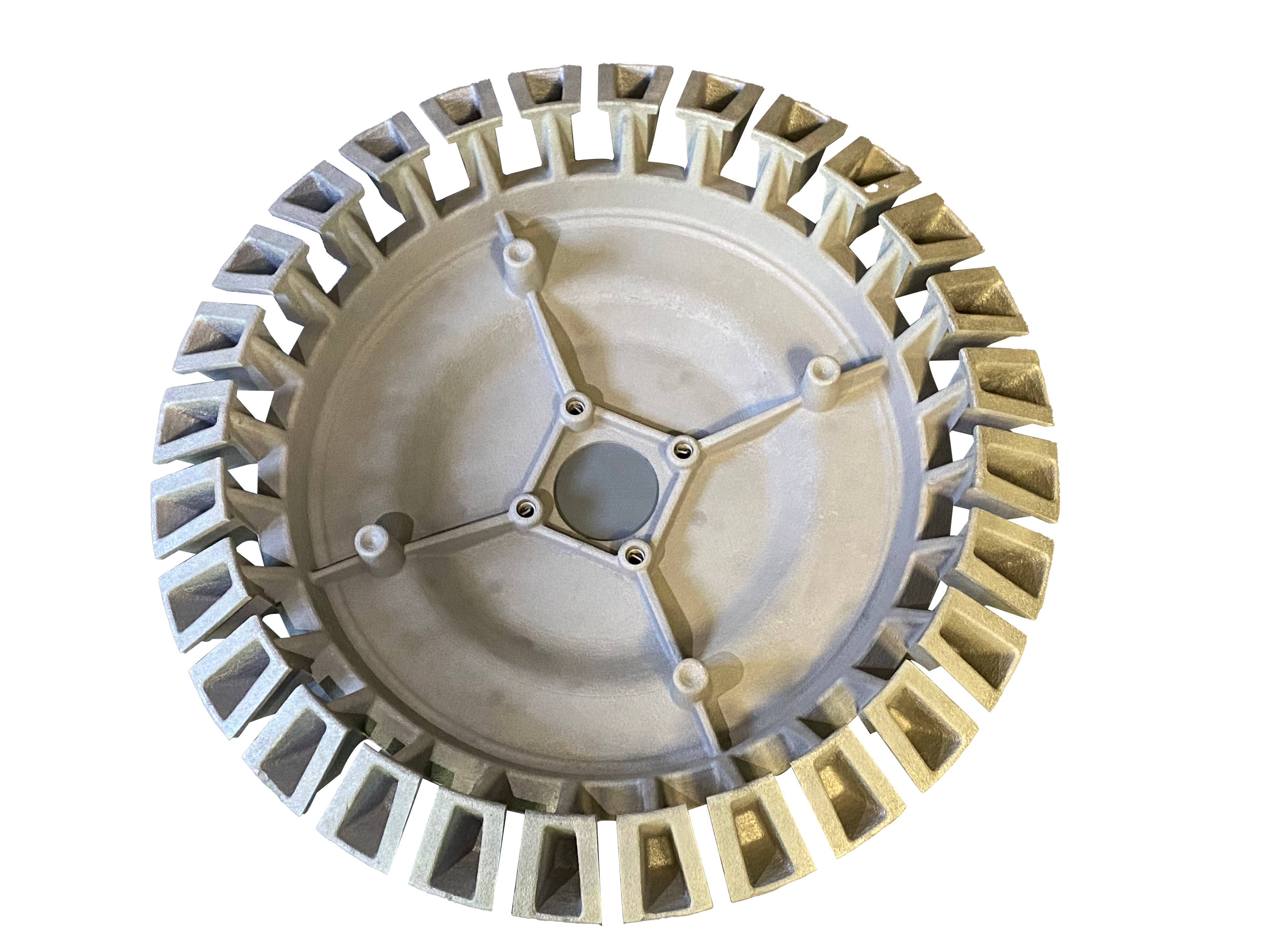
Common Defects of Castings and Their Causes(1)
Slag hole (flux slag inclusion or metal oxide slag inclusion)
Features: slag holes are open or closed holes in the casting. All or part of the holes is filled with molten slag. The shape is irregular, and the small dot flux slag inclusion is not easy to find. After the slag is removed, it presents smooth holes, which are generally distributed in the lower part of the pouring position, near the gate, or at the dead corner of the casting. The oxide slag inclusion is mostly distributed in a network on the surface of the casting near the gate, sometimes in the form of thin sheets or irregular clouds with wrinkles, Or form lamellar interlayer, or exists in the casting in the form of flocculent mass. When it is broken, it is often broken from the interlayer, in which oxide is one of the root causes of casting cracks.
Cause of formation: slag holes are mainly caused by alloy smelting process and pouring process (including incorrect design of pouring system). The mold itself will not cause slag holes, and metal mold is one of the effective methods to avoid slag holes.
Prevention methods:
- The pouring system is set correctly or a cast fiber filter screen is used.
- Inclined pouring method is adopted.
- Select flux and strictly control the quality.
Cracks (hot cracks, cold cracks)
Features: the appearance of the crack is a linear or irregular curve. The surface of the hot crack fracture is strongly oxidized and appears dark gray or black, without a metallic luster. The surface of the cold crack fracture is clean and has a metallic luster. Generally, the external cracks of castings can be seen directly, while the internal cracks can be seen only with the help of other methods. Cracks are often associated with shrinkage porosity, slag inclusion, and other defects, which mostly occur on the inner side of sharp corners of castings, at the junction of thick and thin sections, and in the hot spot area where the pouring riser is connected with the casting.
Cause of formation: the metal mold casting is easy to produces crack defects, because the metal mold itself is not yielding, and the cooling speed is fast, which is easy to cause the internal stress of the casting to increase, and the mold is opened too early or too late, the pouring angle is too small or too large, the coating layer is too thin, etc., which are easy to cause the casting to crack, and the mold cavity itself is also easy to cause cracks.
Prevention methods:
- Attention should be paid to the structural workmanship of the casting so that the parts with an uneven wall thickness of the casting can be evenly transferred, and the appropriate fillet size should be adopted.
- Adjust the coating thickness to make all parts of the casting reach the required cooling rate as far as possible to avoid forming too much internal stress.
- Pay attention to the working temperature of the metal mold, adjust the inclination of the mold, pull the core and crack in time, and take out the casting for slow cooling.
Cold shut (poor fusion)
Features: cold shuts are a kind of through cracks or surface cracks with round edges, which are separated by oxide skin in the middle and are not completely integrated. When the cold shuts are serious, it becomes "undercast". Cold shuts often appear on the top wall of castings, thin horizontal or vertical planes, thick and thin wall connections, or thin auxiliary plates.
Cause:
- The exhaust design of the metal mold is unreasonable.
- The operating temperature is too low.
- Poor coating quality (artificial, material).
- The position of the sprue opening is improper.
- Pouring speed is too slow.
Prevention methods:
- Properly design the sprue and exhaust system.
- For large-area thin-walled castings, the coating should not be too thin. Appropriately thickening the coating layer is conducive to molding.
- Properly increase the working temperature of the die.
- Inclined pouring method is adopted.
- Mechanical vibration metal mold pouring is adopted.